








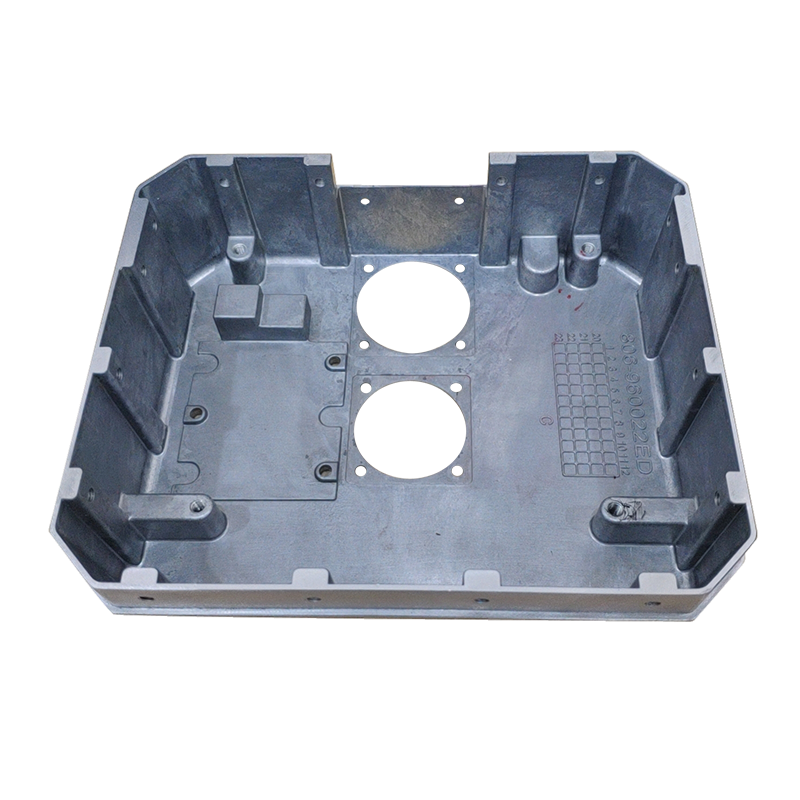
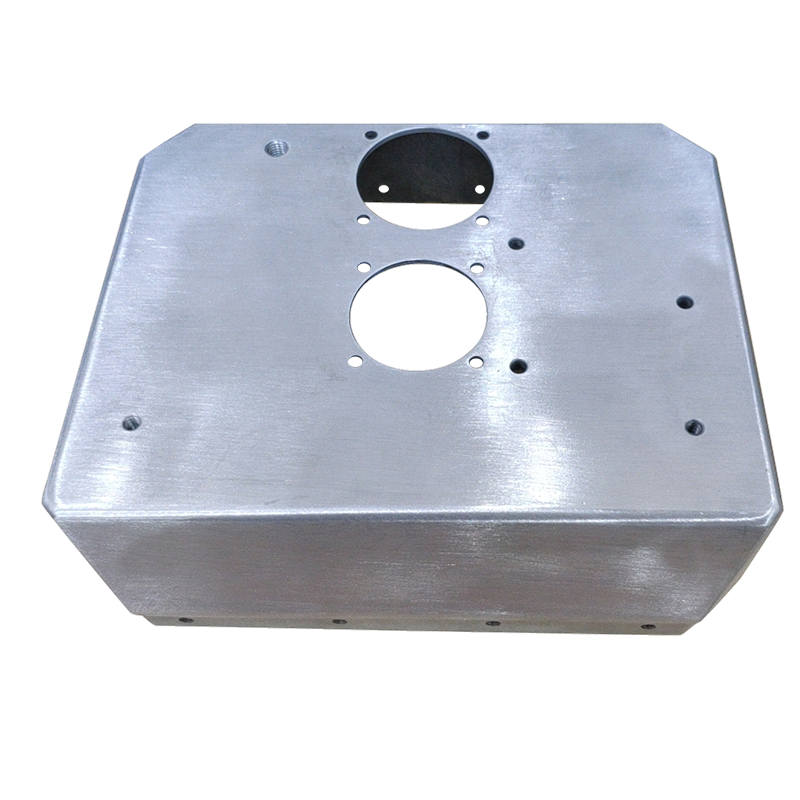
Էլեկտրական տուփի ալյումինե ձուլածո հետևի կափարիչ
Տեխնիկական բնութագրեր
Kingrun Technology-ն ձեր ամբողջական ձուլման աղբյուրն է: Մեր ծառայությունները ներառում են՝
Ձուլվածքի նախագծում և արտադրություն
Ալյումինե ձուլում 0.5 կգ-ից մինչև 8 կգ, առավելագույն չափսը՝ 1000*800*500 մմ
Ձուլման ավարտ՝ օգտագործելով ժամանակակից CNC մեքենայացում
Մակերևութային մշակում, ներառյալ կծվածքի հեռացում, փայլեցում, խոսակցական ծածկույթ, փոշեծածկույթ և այլն:
Հավաքում և փաթեթավորում. Ստվարաթուղթ, պալետ, տուփ, փայտե արկղեր և այլն, որոնք հարմարեցված են հաճախորդի պահանջներին:
Kingrun-ի նախագծերը ընդգրկում են լայն և բազմազան շրջանակ, ներառյալ՝
5G հեռահաղորդակցության արտադրանք
Սպառողական էլեկտրոնիկա
Ավտոմեքենայի բաղադրիչներ
Լուսավորություն

Դիզայնի և մոդելավորման գործիքներ
● PRO-E, Solid Works, UG կամ թարգմանիչներ՝ ըստ անհրաժեշտության։
● Ձուլման դիզայնի խորհրդատվություն։
● Flow3D, Castflow, հոսքի և ջերմային մոդելավորման համար։
● Նախատիպերի ստեղծում փափուկ կաղապարներում կամ այլընտրանքային ձուլման գործընթացներում։
● Օպտիմալ հոսքի և հատկությունների համար դարպասների վերլուծություն և նախագծում
● Նախագծային որոշումների և պլանավորման ներքին վերանայման գործընթաց։
● Համաձուլվածքի ընտրություն՝ գույքի պահանջներին համապատասխան։
● Նախագծում՝ զուգակցված մասի սեփականության պահանջների հետ։
Պատրաստի արտադրանքի ստուգում
Ստուգեք չափսերը սեղմիչների, բարձրության չափիչի և CMM-ի միջոցով
100% ջերմային փորձարկում ավտոմատ ջերմային փորձարկման գծով՝ արդյունավետությունն ապահովելու համար
Տեսողական զննում է կատարվում՝ կոսմետիկ թերությունների բացակայության համար
FAI, RoHS և SGS-ը միշտ տրամադրվում է հաճախորդին
Հաճախակի տրվող հարցեր ձուլման գործընթացի վերաբերյալ
Ի՞նչ է սառը խցիկի դիաձուլումը։
Սառը խցիկ ասելով նկատի ունենք ներարկման մեխանիզմի հարաբերական ջերմաստիճանը։ Սառը խցիկի գործընթացում մետաղը հալվում է արտաքին վառարանում և տեղափոխվում ներարկման մեխանիզմ, երբ մեքենան պատրաստ է ձուլվածք պատրաստելու։ Քանի որ մետաղը պետք է տեղափոխվի ներարկման մեխանիզմ, արտադրության տեմպերը սովորաբար ավելի ցածր են, քան տաք խցիկի գործընթացում։ Ալյումինը, պղինձը, որոշ մագնեզիում և ալյումինի բարձր պարունակությամբ ցինկի համաձուլվածքները արտադրվում են սառը խցիկի ձուլման գործընթացով։
Որո՞նք են ձուլածո մասերի լավ նախագծման պրակտիկաները:
• Պատի հաստություն – Մամլիչով ձուլված արտադրանքը օգտվում է միատարր պատի հաստությունից։
• Նախագիծ – Ձուլվածքը մատրիցից հանելու համար անհրաժեշտ է բավարար նախագիծ։
• Ֆիլեներ – Բոլոր եզրերն ու անկյունները պետք է ունենան ֆիլե/շառավիղ։
Ապրանքների կատեգորիաներ
-
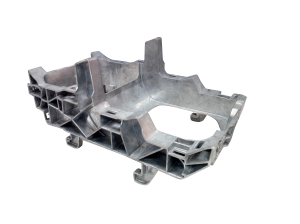
Ալյումինե բարձր ճնշման ձուլման հիմք ավտոմոբիլային ...
-

Ալյումինե ձուլածո հիմք և ODU պատյանի ծածկ
-

Ալյումինե ձուլածո բազկակալի հենարան՝ բարձր ճնշման...
-
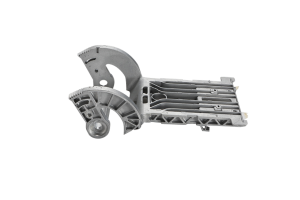
Մեքենայի բազկակալի ձուլման ալյումինե հիմք՝ դանակով...
-

Ալյումինե FEM հիմք և ծածկ անլար միկրոալիքային վառարանի համար
-

Ալյումինե ձուլածո հիմք և ծածկ 5G բացօթյա ...




